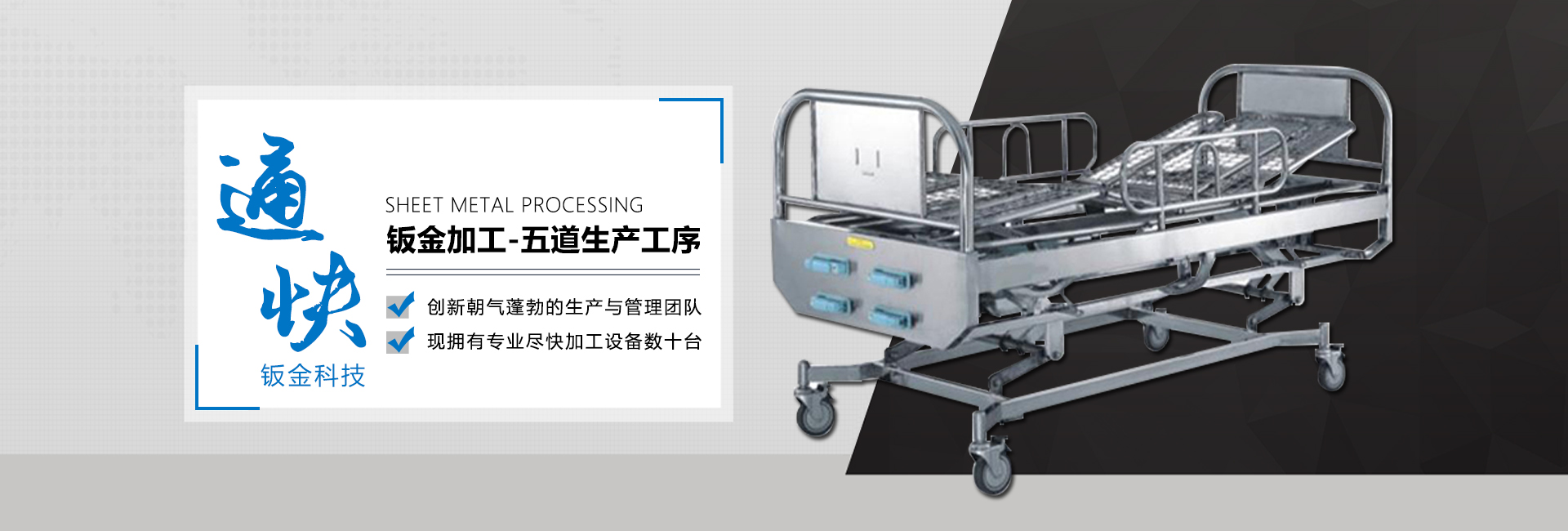











傳統(tǒng)鈑金加工的劣勢傳統(tǒng)的鈑金切割設(shè)備在市場上占有相當(dāng)大的市場份額,工業(yè)鈑金加工價(jià)錢,雖然他們也各自有自己獨(dú)特的優(yōu)勢,但相對于激光切割等現(xiàn)代工藝來說劣勢非常明顯,極大地影響了企業(yè)的競爭力。
1、(數(shù)控)剪床主要是直切,只能用于直線的切割鈑金加工;
2、(數(shù)控/轉(zhuǎn)塔)沖床對厚度在1.5mm以上的鋼板切割有限制,并且表面質(zhì)量不好,成本高、噪音大,不利于環(huán)保;
3、火焰切割作為原有的傳統(tǒng)切割方法,在切割熱變形,切割寬度,廢料,金屬鈑金加工廠家,加工速度慢的情況下,僅適用于粗加工;
4、等離子切割和精細(xì)等離子切割跟火焰切割類似,在切割薄鋼板時(shí)熱變形太大,斜度也較大,在精度要求高時(shí)無能為力,消耗品較為昂貴。
5、高壓水切割加工速度慢,造成污染嚴(yán)重,消耗成本高。


鈑金加工工序特點(diǎn)有哪些呢
工序集中
就是將工件的加工集中在幾個(gè)工序中進(jìn)行,每道工序的加工內(nèi)容較多,工藝路線短。其特點(diǎn)是:
(1)工件安裝次數(shù)減少,不僅可以縮短輔助時(shí)間,工業(yè)鈑金加工價(jià)格,易于保證加工表面之間的相互位置精度。
(2)設(shè)備數(shù)量減少,并相應(yīng)地減少操作工人人數(shù)和生產(chǎn)面積,縮短了工藝流程,簡化了生產(chǎn)計(jì)劃工作和生產(chǎn)組織工作。
(3)有利于采用機(jī)床和工藝設(shè)備,提高生產(chǎn)率。
鈑金零件的差異,鈑金加工過程可能會有所不同,合肥鈑金加工,但總數(shù)不超過以下:
1、設(shè)計(jì)并繪制鈑金零件的零件圖,也稱為三個(gè)視圖。它的功能是通過繪圖來表示鈑金零件的結(jié)構(gòu);
2、繪制擴(kuò)展圖。那就是將一個(gè)結(jié)構(gòu)復(fù)雜的部分?jǐn)U展成一個(gè)扁平的部分;
3、有很多種方法可以下料;
4、邊緣對于攻絲,邊緣也稱為泵孔,是在較小的基孔上畫一個(gè)稍大的孔,然后敲擊孔。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


